
PCD pour l’usinage de composants aéronautiques difficiles
Durée de vie de l’outil augmentée de 60 % lors du perçage de matériaux composites
Dans la construction aéronautique, des milliers de trous doivent être percés dans des composants et des assemblages de matériaux composites pour des connexions rivetées. Pour cela, on utilise généralement des forets en carbure monobloc avec un revêtement en diamant. Cependant, ils ne sont pas adaptés aux applications spéciales. Les limites doivent être repoussées encore plus loin, notamment en raison des exigences extrêmement élevées en matière de durée de vie de l’outil, de fiabilité du processus et de qualité de l’alésage.
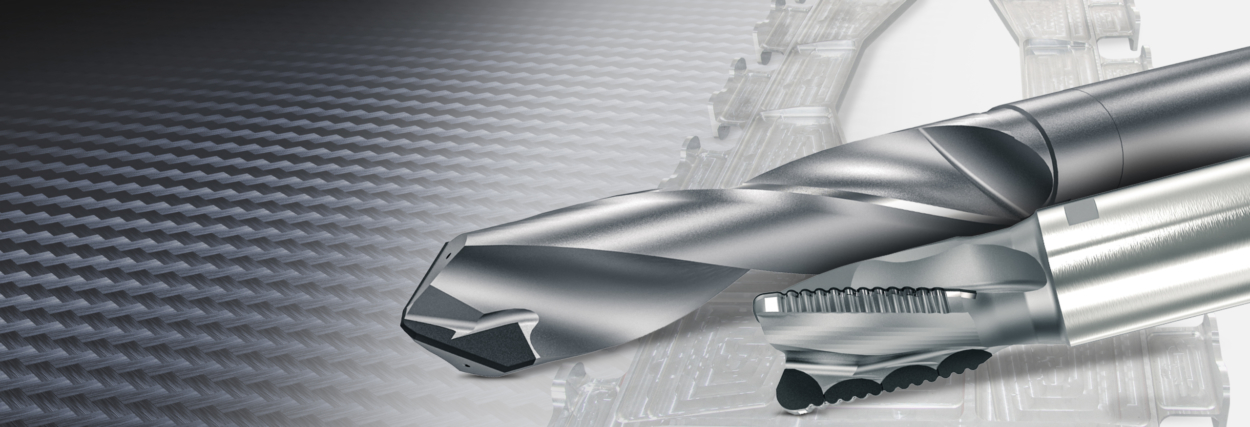
MAPAL a développé un nouveau foret PCD pour l’usinage de matériaux composites tels que le CFRP (plastique renforcé de fibres de carbone) et les composites multicouches composés d’aluminium et de CFRP en assemblage. Ce foret se distingue notamment par sa fraise PCD continue. Jusqu’à présent, les pointes en carbure monobloc étaient principalement utilisées au centre, seuls les côtés étant équipés de pointes PCD. Cependant, l’interruption de la fraise provoquait une instabilité au niveau des transitions, et l’espace de soudure avait tendance à se rompre. MAPAL a éliminé cette instabilité avec le nouvel outil. La fraise PCD, polie des deux côtés, est insérée dans le corps d’outil fendu en carbure massif. Cela rend l’ensemble du système particulièrement stable. Le foret se centre très bien grâce à l’angle de pointe de 115˚. L’angle de pointe différentiel de 80° assure une sortie d’alésage propre sans délamination.
Le foret convainc lors des applications des clients non seulement en raison de sa grande sécurité de processus. Une longue durée de vie de l’outil est un atout supplémentaire. Dans ce cas, des trous pour des boulons sont réalisés dans un composant d’hélicoptère. Le composant est constitué de PRFC de 50 mm d’épaisseur. L’outil utilisé jusqu’à présent avait atteint la fin de sa durée de vie après 50 alésages. Avec des valeurs de coupe plus élevées et une qualité d’alésage nettement meilleure, le client peut percer plus de 80 alésages d’un diamètre de 19 mm avec le foret PCD de MAPAL – une augmentation de 60 pour cent par rapport aux outils dotés uniquement de côtés en PCD.
Fraise d’ébauche en PCD pour l’usinage à sec
Lors de l’usinage des composants structurels des ailes d’avion en aluminium, une grande partie du matériau existant est enlevée par usinage. Pour l’ébauche des chambres ou des poches à l’intérieur de l’aile, MAPAL dispose dans son portefeuille d’une fraise en carbure monobloc, l’OptiMill-SPM-Rough, qui a déjà prouvé ses performances à de nombreuses reprises. Cependant, cette fraise d’ébauche ne convient que pour l’usinage sous arrosage. En effet : Les outils en carbure monobloc atteignent leurs limites lors de l’usinage à sec des alliages d’aluminium à copeaux longs, tels que ceux utilisés dans la construction aéronautique. Des arêtes se forment rapidement et les outils sont soumis à une usure excessive. Il y avait une demande croissante d’un outil pour l’usinage à sec correspondant à la fraise à pointe PCD de MAPAL, afin que les chambres et les poches de l’aile ne se remplissent pas du fluide de refroidissement.
La géométrie de la nouvelle fraise est à bien des égards identique à celle de son homologue en carbure monobloc. La géométrie d’ébauche de cordon spécialement conçue assure une coupe douce et réduit les forces de traitement. Elle confère également à l’outil d’excellentes propriétés d’immersion. L’apport de chaleur dans le composant est minimal. En raison de la durée de vie considérablement plus longue de l’outil PCD lors de l’usinage à sec des alliages d’aluminium à copeaux longs, son utilisation est nettement plus économique. Les coûts plus élevés de l’outil sont rapidement amortis.
uvex lance la teinte CBR23 : une nouvelle teinte solaire pour un effet anti-fatigue

Une teinte qui protège contre l’éblouissement tout en améliorant le confort visuel Certifiée EN 172 (filtre de protection solaire pour usage industriel), la teinte CBR23 assure une protection optimale contre l’éblouissement avec 23% de transmission. Celle-ci offre le même niveau de protection contre l’éblouissement qu’une teinte classique gris solaire mais elle est plus agréable à porter. En effet, elle accentue […]
BIG KAISER élargit son offre de barres d’alésage Smart Damper pour les tours
Avec son diamètre de 60 mm et sa longueur de 520 mm, le nouveau modèle ST50-SDB60DP-520 est le plus grand de la série. Il vient s’ajouter aux versions 40 mm et 32 mm déjà disponibles chez BIG KAISER. Ces barres d’alésage conviennent pour tous les marchés utilisant des tours avec interfaces cylindriques. Le mécanisme Smart Damper absorbe les vibrations […]
Elargissement de la gamme des accouplements rigides courts

De nombreuses applications servo-commandées dans des secteurs tels que les semi-conducteurs, l’industrie des produits pharmaceutiques, l’emballage et la robotique nécessitent un accouplement dont les besoins en termes de couple et de rigidité en torsion dépassent la capacité d’un accouplement flexible. Bien qu’un accouplement rigide traditionnel réponde aux exigences de performances, les prérequis en matière d’encombrements […]